
摘要:熱熔膠成膜方法并非單一,本文總結(jié)了熱熔膠成膜的一些方式及其優(yōu)缺點(diǎn),供學(xué)習(xí)討論。
熱熔膠生產(chǎn)和使用過(guò)程中沒(méi)有溶劑和低分子物產(chǎn)生,只有熔融和凝固的過(guò)程,在適宜的操作下,粘接快捷,生產(chǎn)效率高,且無(wú)污染,如今已大量應(yīng)用在電子、電器業(yè)、印刷、制鞋業(yè)、汽車等領(lǐng)域。
但是,大部份熱熔膠還停留在以熱熔膠粒、熱熔膠棒的狀態(tài)進(jìn)行使用,通過(guò)熔爐、膠槍來(lái)使用。
熱熔膠膜將熱熔膠制成一定厚度的薄膜,置于被粘物之間,通過(guò)加熱實(shí)施粘接,它幫助了工業(yè)生產(chǎn)實(shí)現(xiàn)規(guī)模化,提高生產(chǎn)效率的同時(shí)還節(jié)省了膠料。
將熱熔膠制成膜必須考慮原材料的流變性、成膜性等一些性能,成膜方法亦有多種,如涂布法、吹塑法、流延法還有壓延法。
涂布法
涂布法常用來(lái)生產(chǎn)離型膜,涂布方式可分為:光輥涂布、網(wǎng)紋涂布、刮刀式涂布、噴霧涂布和簾式涂布。根據(jù)不同產(chǎn)品,涂料特性不同而采用不同涂布方式。
使用涂布法生產(chǎn)的離型膜關(guān)鍵特性包含涂布均勻性、高殘余接著性、平整性和高潔凈度。涂布設(shè)備的好壞、硅油的調(diào)配,以及車間的環(huán)境與這些特性息息相關(guān)。
吹塑法
樹(shù)脂經(jīng)擠出機(jī)熔融塑化,從環(huán)形機(jī)頭垂直向上引出,經(jīng)吹脹后由人字板導(dǎo)入牽引輥,再經(jīng)導(dǎo)向輥及卷取裝置得到成品。
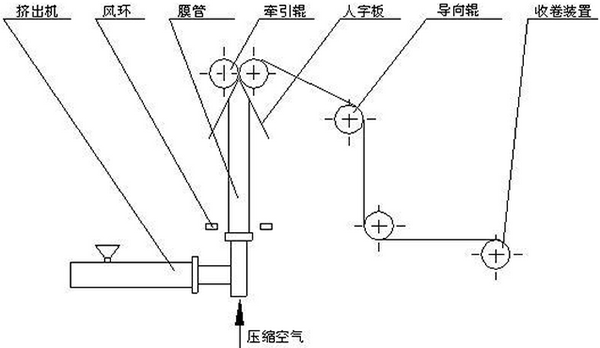
圖1 熱熔擠出吹塑示意圖
吹塑法因有一個(gè)吹脹過(guò)程而導(dǎo)致產(chǎn)品的縱、橫向的分子受到不同程度的拉伸。產(chǎn)品的耐溫度性能和熱封性能都會(huì)受到較大影響。
流延法
樹(shù)脂經(jīng)擠出機(jī)熔融塑化,從機(jī)頭通過(guò)狹縫型模口擠出,使熔料緊貼在冷卻輥筒上,然后再經(jīng)過(guò)剝離、位伸、分切、卷取得到成品。
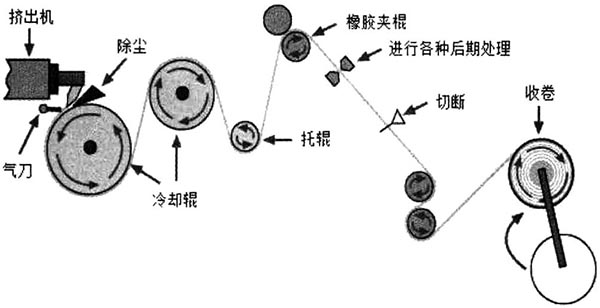
圖2 熱熔擠出流延示意圖
流延法的生產(chǎn)效率極高,產(chǎn)品質(zhì)量穩(wěn)定性好。生產(chǎn)過(guò)程中的廢料少,且較易實(shí)現(xiàn)在線回收邊、廢料,材料的利用率高。
吹塑VS流延
吹塑法采用的環(huán)形模頭及多層疊加的模芯,對(duì)加工精度和裝配精度要求非常高且特別難以控制,如果加工及配合精度有微小的誤差,無(wú)法通過(guò)調(diào)節(jié)來(lái)彌補(bǔ),因此產(chǎn)品的厚薄公差基本在±10%左右。
流延法采用平模頭,模頭內(nèi)設(shè)有特殊滯留槽,能保證材料流動(dòng)時(shí)的均勻一致,并且通過(guò)模頭的自動(dòng)調(diào)節(jié)裝置可自動(dòng)控制模唇間隙的均勻性,控制精度非常高,較厚的薄膜亦可控制在±3%以下。
圖3 熱熔流延擠出生產(chǎn)線
吹塑是可以制出某些熱熔膠膜產(chǎn)品,但膜的平整性、均勻性不如流延制膜,尤其是作為熱熔膠接,在熱熔粘接加熱過(guò)程中,吹塑膜的熱收縮大,容易導(dǎo)致粘接不良。
流延法制膜分子排列有序,產(chǎn)品冷卻速度快,有利于提高產(chǎn)品的透明度、光澤度及厚薄均勻性,且產(chǎn)品質(zhì)地較軟、較韌;抗沖擊性能、耐熱及低溫適應(yīng)性均好于吹塑法。
壓延法
樹(shù)脂經(jīng)擠出機(jī)熔融塑化,從機(jī)頭通過(guò)狹縫型模口擠出,經(jīng)三輥壓光機(jī)壓延、冷卻,再經(jīng)過(guò)冷卻輸送輥及卷取裝置得到成品。
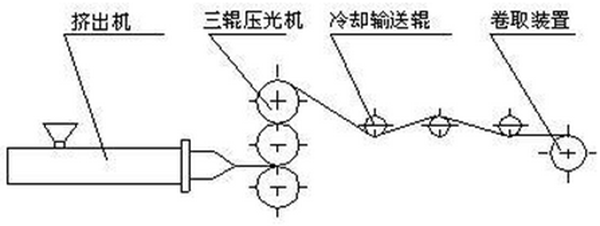
圖4 熱熔壓延擠出生產(chǎn)線
壓延法在產(chǎn)品的各個(gè)性能指標(biāo)、厚薄均勻度、產(chǎn)品熱收縮性均優(yōu)于吹塑法;在產(chǎn)品厚度范圍、原料適應(yīng)性上壓延生產(chǎn)也具有很大優(yōu)勢(shì)。
但在投資上,壓延工藝比吹塑工藝要高出十倍以上。
與流延法相比,同樣規(guī)模的生產(chǎn)線,因流延法是采取垂直作業(yè),它的操作更復(fù)雜、更困難,且流延法無(wú)法生產(chǎn)1.5mm厚度以上產(chǎn)品。
表 流延 吹塑 壓延成膜性能對(duì)比表

文章來(lái)源:和和熱熔膠,更多文章請(qǐng)關(guān)注和和熱熔膠微信公眾號(hào)
—END—
二維碼紅藍(lán)")
 TPU足球膜
TPU足球膜 敷料用防水透氣膜
敷料用防水透氣膜 眼鏡盒用膠膜
眼鏡盒用膠膜外飾用膠膜") 汽車內(nèi)外飾用膠膜
汽車內(nèi)外飾用膠膜